Complete Guide to Food Production Line Equipment & Solutions
The food production sector is known for its innovations, precision, and efficiency, often at the expense of neglecting the surrounding factors. Advanced machinery and intelligent solutions are the main pillars supporting the entire industry amid growing global demand. It does not matter whether you are a professional with extensive expertise or you have just entered the sector; knowing the fundamental parts of a food production line is a must-do if you want to improve the procedures, keep up the quality, and practice good manufacturing by adhering to the provisions of food safety regulations. This succinctly outlines the important equipment and methods that are used in the modern food production lines. You will be guided by automated machines through the latest technology; eventually, we will highlight the tools that guarantee the operation’s excellence and how they can be adjusted to your specific production needs. Be prepared to get some insights from us that are not only valuable but also capable of changing your whole food manufacturing approach, and indirectly increase productivity and streamline operations to an unprecedented level.
Introduction to Food Processing Equipment
Food processing equipment is all the machines and tools that help to make, cook, handle, package, and store food efficiently and safely. These systems are made to industry standards for cleanliness, speed, and capacity, ensuring high-quality products. Common types include slicers, mixers, blenders, conveyors, and packaging machines. The correct machine not only increases output but also ensures adherence to food safety rules, making it a vital part of the present-day food industry.
Overview of Food Production
Food production is a complex and diverse process that converts raw materials into food products ready for consumption, integrating stages such as sourcing, processing, packaging, and distribution. As a result of the factors mentioned above, the global food production market is forecast to exceed $9 trillion by 2025, according to recent industry statistics. This sector encompasses not only conventional agriculture and ranching but also modern innovations such as vertical farming, automation, and AI.
To illustrate, precision agriculture now yields better crop yields through the adoption of GPS technology and data analytics to optimize resource allocation and monitor crop health. Likewise, the use of robotic arms and smart conveyors in a factory has made manufacturing faster and cleaner by reducing contamination risks. Besides, the sector is also witnessing a gradual shift toward green practices, such as reducing food waste and increasing the proportion of renewable energy used.
According to the Food and Agriculture Organization (FAO), around 1.4 billion tons of food are disposed of worldwide each year. Thus, today’s food production systems are pursuing sustainability as their main goal by using biodegradable packaging, improving supply chain logistics to reduce spoilage, etc. The blend of innovation and sustainability is transforming the food production and distribution landscape, making it better suited to a large, increasingly global population.
Importance of Equipment in Food Processing
The food processing industry relies heavily on efficient and dependable equipment. Advanced equipment not only improves output but also the quality and hygiene of the food. The use of modern technology in processing reduces human error to a minimum, ensures uniformity, and helps comply with the strictest safety standards that today’s markets demand. Below are five essential categories of equipment and their importance in food processing:
Sorting and Grading Machines
Using various techniques, these machines separate raw materials into groups based on size, shape, weight, or quality. They ensure uniformity and enhance the overall appeal of food products.
Mixing and Blending Equipment
Mixing and blending instruments are essential for combining ingredients precisely, and their use is widespread in the production of baked goods, dairy products, and sauces to achieve the right textures and flavors.
Cutting and Slicing Machines
By processing fruits, vegetables, and meats into equal parts, these devices make the operation more productive. Cutting exactly minimizes waste and gives the consumers and processors ready-to-use goods.
Pasteurization and Sterilization Equipment
Products from this sector must be safe and have a long shelf life; hence, the importance of these machines in removing all harmful bacteria and pathogens from dairy, beverages, and canned goods.
Packaging Equipment
The latest in packaging technology not only makes for better consumer convenience and shorter product life but also allows for the use of biodegradable materials which have less impact on the environment. Furthermore, automated packaging lines decrease production time and reduce the number of labor-intensive tasks.
The aforementioned types of equipment enable food processing facilities to work more efficiently, to generate less waste, and to offer top-notch products which are to be delivered promptly to the ever-growing world of consumers.
Challenges Faced by Food Industry Professionals
The food sector is in constant change, and professionals encounter various difficulties in satisfying global demand while maintaining quality and commitment. Some of the main problems right now are confronting the industry:
1Supply Chain Disruptions
The COVID-19 pandemic and ongoing geopolitical conflicts have heavily strained the global supply chain. McKinsey & Company reported that in 2023, more than half of food industry leaders cited supply chain risks as a major headache. Among others the disruptions have resulted in delays, price increases of up to several times for raw materials, and inaccessibility to critical inputs, all of which have been forcing the companies to make their operations fast and flexible.
2Labor Shortages
The food manufacturing industry is facing a serious labor shortage, not only due to a high turnover rate but also to the persistent struggle to hire and retain trained workers. The National Association of Manufacturers’ survey shows that nearly four out of five manufacturers have difficulty finding qualified candidates for key positions, which slows production and increases factory operating costs.
3Rising Costs of Ingredients and Operations
The sharply increased prices of commodities, energy, and transport have made food manufacturing increasingly expensive. The U. S. Department of Agriculture has reported that the prices of key food ingredients, e.g., wheat and dairy, gone up by 15% and 10% respectively in 2023 as a result of inflation and environmental factors. Hence, it has become hard for companies to maintain both consumer’ price ease and their profitable enterprise.
4Sustainability Pressures
The food industry has been having an increasing impact on the environment, and thus its operations and practices generate emissions, water use, and plastic waste; this, in turn, is scrutinizing the sector more and more. The organizations are even pushed to incorporate green practices, such as reducing energy use and switching to biodegradable or recyclable packaging. Still, the making of the eco-friendly models often comes accompanied with huge investments.
5Food Safety and Traceability
Food safety is always the main concern, as contamination can lead to health hazards and loss of trust. The industry must abide by strict safety regulations and implement modern traceability technologies, such as blockchain, to track the origin of products. According to Food Safety Magazine, the number of food recalls rose by 8% in 2022, underscoring the need for strong measures across the entire supply chain.
6Evolving Consumer Preferences
The changing consumers’ interests include, among others, healthy, locally produced foods, and besides the demand for plant-based proteins, and all of these require the businesses to keep on being innovative. A recent report by Nielsen indicates that nearly half of consumers worldwide are ready to pay more for sustainably produced food, which means companies must constantly change their strategies to stay competitive in the market.
Meeting these challenges needs a combination of cutting-edge technologies, ongoing workforce development, and cooperation among the industry players. It is through an emphasis on innovation and flexibility that food sector professionals will be able to rise to the challenge and even become champions in an ever-more-stringent global market.
Types of Food Processing Equipment
Food processing equipment is the backbone of transforming unprocessed food materials into consumer-ready products via technological processes and tools. The following provides an overview of the different classifications of food processing machinery, their roles, and recent market developments.
1. Cleaning Equipment
The cleaning apparatus is of utmost importance in guaranteeing the safety and sanitation of food products. Equipment such as rotary washers, ultrasonic cleaners, and fruit and vegetable washers takes care of the raw materials, and completely cleans them by taking off dirt, contamination, and pesticide residue. In the case of ultrasonic vegetable washers, their growing acceptance is due to their ability to save water and their very effective removal of residues.
2. Sorting and Grading Equipment
Equipment for sorting and grading helps ensure uniformity in food products. Automating optical sorting machines utilize AI and cameras to locate faults or classify raw materials according to size, shape, or color. The food sorting machine market worldwide was worth $1.82 billion in 2022 and is projected to grow at a CAGR of 5.2% over the next 8 years, mainly driven by the burgeoning adoption of machine learning and precision sorting technology.
3. Mixing and Blending Equipment
Machines of this category are designed to combine ingredients effectively, ensuring a consistent mixture. Blending tanks, planetary mixers, and ribbon blenders are used in dairies, bakeries, and beverage production facilities. High-shear mixers are in high demand for their ability to emulsify and incorporate components without difficulty, especially in liquid food products.
4. Cutting and Chopping Equipment
By Slicers, dicer, and chopper, cutting machines are responsible for getting raw food materials into identical shapes and sizes. Recently, laser-guided cutting systems have emerged to meet the precision requirements in the frozen food and ready-to-eat meal sectors. Studies indicate that adopting the precision cutting technique can reduce processed food waste by up to 10% in production lines.
5. Preservation and Packaging Equipment
Preservation tools like vacuum sealers, freeze-dryers, and pasteurizers, while maintaining food’s nutritional value, also prolong its shelf life. Robotics-integrated automated packaging systems are performing fast, error-free sealing and labeling. Eco-friendly packaging advances, such as biodegradable film-sealing equipment, are slowly gaining popularity.
6. Heat Processing Equipment
Heat-processing machines, such as industrial boilers, ovens, and fryers, are the principal means of cooking, baking, and frying. The innovations in energy-efficient ovens and continuous fryers have the potential to significantly reduce energy consumption, making them both economical and eco-friendly.
7. Fermentation and Enzyme Processing Equipment
Specialty fermenters and reactors are being deployed in the drink sector for fermenting beer, yogurt, kombucha, and other fermented products. The global market for fermentation equipment is expected to reach $45 billion by 2031, driven by the growth of the food and drinks industry.
Industry Innovations
The latest technological advances in IoT (Internet of Things) and AI are paving the way for the transformation of the food processing equipment industry. Intelligent machinery with real-time monitoring capabilities is facilitating the production processes by making them more efficient and less prone to failure. Moreover, the switch to sustainable power has also urged producers of electrical and electronic equipment to make their devices more energy-efficient and to rely on renewable sources for the energy used in their operations.
All food industry players are reaping the benefits of cutting-edge technologies by streamlining processes, minimizing waste, and delivering top-quality products to end consumers.
Packaging Equipment
In the food sector, packaging machines are vital as they secure the product, prolong shelf life, and enhance market appeal. The packaging machines of today are characterized by precision and efficiency in production and employ cutting-edge technologies such as automation, robotics, and smart systems.
The global food packaging machinery market is anticipated to grow at a CAGR of 5.6% from 2023 to 2030, reaching about $24.9 billion by the end of the period. The continuous rise in customer demand for packaged food, packaging innovations, and the trend towards sustainability drives the growth.
To maintain product quality throughout the packaging process, AI-powered inspection systems are among the technological advancements that play a major role in ensuring consistency and quality control. For example, automated systems can spot packaging defects or inconsistencies much more quickly than traditional methods. Moreover, the focus on eco-friendly materials and designs has reached a priority level, as most manufacturers have developed plans to use biodegradable and recyclable packaging that meets not only regulatory requirements but also customers’ expectations.
Machines for vacuum packaging, MAP systems, and filling flexible pouches are among the innovations that not only reduce energy consumption and waste but also make operations more efficient. Moreover, the introduction of smart packaging, enabled by technologies such as QR codes and RFID, allows consumers and manufacturers to track product information, providing transparency and safety throughout the supply chain.
The skills of packaging machines are raising the food industry’s standards for effective, sustainable, and high-quality production, and this, in turn, is helping companies operate in the evolving market by meeting demands effectively.
Mixing and Blending Machines
Mixing and blending machines are absolutely essential in food processing, they are responsible for the consistency and uniformity of the products. The machines can be used to combine ingredients efficiently and accurately, whether dry powders, liquid solutions, or semi-solid mixtures. The mixing and blending equipment of today is outfitted with cutting-edge technology including programmable controls, automation, and monitoring systems that are very precise, thus giving the production more flexibility and control.
According to the latest market reports, the global market for industrial food mixers and blenders was around $3.7 billion in 2022 and is projected to reach $5.6 billion by 2030, with a compound annual growth rate (CAGR) of 5.5% over the next eight years. The demand for convenience foods and innovations in processing technology are the main factors driving this growth.
Machines with variable-speed controls, hygienic design, and energy-efficient systems have become increasingly popular, as they not only meet industry requirements but also support sustainability goals.
Machines for mixing and blending come in many forms, such as ribbon blenders, paddle mixers, and planetary mixers, and each is designed for a specific purpose. For example, ribbon blenders are used for combining dry powders in spice and seasoning production while planetary mixers are the most widely used for dough and batter in bakery operations. The use of IoT technology in machines further facilitates the process by enabling real-time data collection and predictive maintenance, thereby minimizing downtime and maximizing performance.
The purchase of modern mixing and blending machines is a strategy that yields not only increased productivity but also assurance of compliance with rigorous food safety regulations. Continuous improvements in machine design and functionality enable them to become more involved in the food processing industry and thus accommodate the changing needs of manufacturers and consumers.
Cooling and Freezing Equipment
Cooling and freezing machines are essential for maintaining the quality and safety of food products that spoil easily. The equipment’s temperature control is so precise that it can slow bacterial growth and enzyme activity, prolonging the shelf life of the food. Industry sources say the global market for commercial refrigeration equipment will exceed $41 billion by 2027, driven by increased demand for frozen and ready-to-eat products.
The latest cooling and freezing systems, such as blast freezers and spiral freezers, are equipped with revolutionary technologies including cryogenic freezing and CO₂ refrigeration, not only producing power savings but also time-savings in freezing. Besides, these breakthroughs have helped manufacturers achieve their sustainability objectives and significantly reduce their operational costs. Moreover, the Internet of Things (IoT) application enables real-time monitoring of temperature and humidity levels, ensuring product quality and compliance with the strictest food safety regulations.
To meet consumers’ desire for both quick and healthy foods, food product manufacturers need to use cooling and freezing systems, as they are the only systems capable of processing large volumes without losing nutrients or flavor. These innovations underscore the need to acquire state-of-the-art technology to not only survive but thrive in a competitive market.
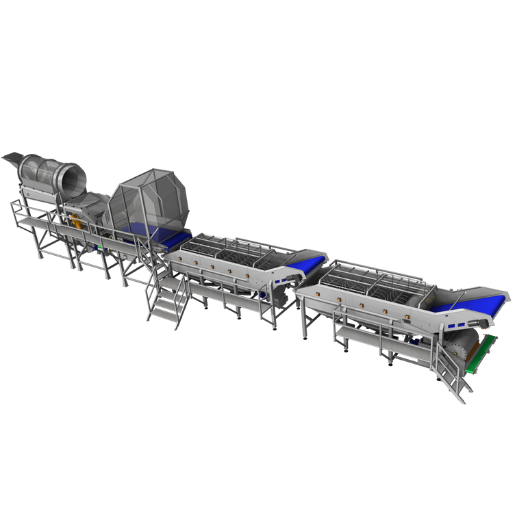
Conveyor Systems
Conveyor systems are the backbone of today’s production and distribution processes in the manufacturing and food industries, enabling the rapid, automated movement of materials and goods throughout the plant. The various types of conveyor systems —belt, roller, and chain —have been specifically designed for different industrial applications. With their ability to increase productivity, reduce labor costs, and reduce errors in material handling, these machines have become vital to the production process.
According to the latest industry reports, the global conveyor system market will be valued at USD 10 billion by 2030 and is expected to grow at a CAGR of around 4.5% during the 2022-2030 period. One of the major factors for this development is the rapidly expanding e-commerce industry, the growing need for automation in warehouses, and the continuous development of conveyor technology.
One example is the adoption of smart conveyor systems powered by IoT technology, enabling 24/7 monitoring of system operations and leading to timely maintenance and reduced outages.
The food sector reaps the most advantages from conveyor systems that comply with good hygiene and safety practices, like the use of stainless steel conveyors which are easy to clean and corrosion-resistant. Moreover, the use of modular conveyor layout helps ease the transition to higher production volumes or the introduction of new product lines, making it an essential part of the manufacturing process.
The transition towards energy-efficient conveyors is also on the rise, as companies elevate sustainability to a priority and find ways to reduce their carbon footprint in operations. These systems use advanced technologies such as high-efficiency motors, adjustable-speed drives, and regenerative braking units to save energy while still delivering the required performance.
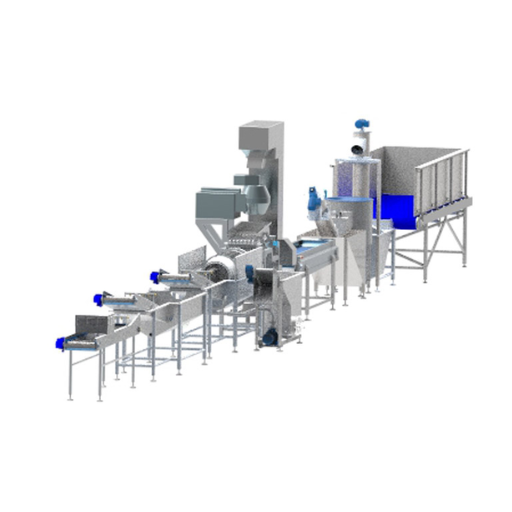
Automated Food Processing Solutions

The automation of food processing solutions has completely transformed the food production line by increasing speed, uniformity, and overall production. The tech-savvy systems use robotics, AI, and machine learning, among other things, and are helping smooth out processes, improve food safety, and reduce resource use.
To give you an example, robotic arms are already deployed in a big way for functions such as sorting, cutting, and packing, and they do these tasks with an accuracy and speed far beyond what humans can achieve. Moreover, AI-based automated quality assurance systems with image recognition capabilities can even spot the tiniest of flaws, hence making sure that the quality of the product is the same all through. According to MarketsandMarkets, the global food automation market is forecast to grow from $11.9 billion in 2021 to $16.8 billion by 2026, indicating a compounded annual growth rate (CAGR) of 7.2%.
Moreover, robots help maintain compliance with strict food safety regulations. High-tech solutions such as IoT sensor systems are capable of conducting environmental monitoring every second with respect to temperature and humidity and thus making sure that the best conditions for food handling and storage are maintained. This process not only reduces the risk of contamination but also ensures that the products remain fresher for longer.
The switch to automated food processing solutions, especially for robot units, is a way to address the inevitable turnover of workers in the food industry. It is a good thing that production is not affected when there are issues with the labor force, because businesses can keep up production without relying heavily on manual labor. For that, power-saving robot systems are becoming popular, thereby reducing companies’ environmental impact and supporting their sustainable development targets.
In a nutshell, the ever-improving automation technology is to a great extent responsible for the future of food processing, supporting the operations in a manner that is cost-efficient, safe, and environmentally friendly at the same time while also keeping up with the consumers worldwide who are getting more and more demanding.
Benefits of Automation in Food Production
The implementation of automation in the food production sector is a huge leap forward, it has made the process even more efficient and safe besides getting better in performance overall. The following are five of the most important advantages concerning the matter, supplemented by some illustrations and statistics to show their effects:
1Increased Efficiency and Uniformity
The speed of the production line is greatly improved through automation and it also makes sure that the product quality is the same all the time. To illustrate, automated systems can operate nonstop, 24 hours a day, 7 days a week, without getting tired, thereby minimizing downtime and increasing output by 20% compared to the manual process. Overhead running sensors and monitoring systems guarantee that the conditions of manufacturing are not only kept but also the exactness of the product to be different depending on the conditions.
2Upgraded Food Safety
The installation of automated systems significantly reduces the risk of human contamination in food production. The use of robotic handling equipment and automated cleaning systems does the task of diesel contamination and not only that but every step contributes to the making of safer products. A 40% reduction in contamination risk during critical processes is one of the findings of Frost & Sullivan’s study on the role of automation technologies in the process.
3Decreased Business Expenses
Keeping the processes that require much manual work done by machines, workers will be laid off, thus the whole manpower cost on the company will be significantly reduced but at the same time, the resources will be fully utilized. A Deloitte report claims that by adopting automation, companies will reap the benefits of cost reductions going as high as 30% through cutting waste, energy consumption, and mistakes made by humans.
4More Flexibility and Customization
The use of modern automation systems lets the manufacturers quickly change the production lines to meet the market demand that is continuously shifting. For example, there exists an automated machine that combines AI and IoT technologies, enabling it to switch between product types easily; this, in turn, leads to greater customization and quicker responses to consumer trends.
5Eco-friendliness and Energy-saving
The production process supported by automation becomes even more sustainable. Energy-saving systems and precision control, which are at the root of the waste reduction and energy optimization, cause a lower carbon footprint. According to a McKinsey report, the facility’s power consumption could be reduced by 15% through smart automation, thereby advancing sustainability worldwide.
The advantages mentioned above speak volumes about how automation is transforming the food production sector allowing companies to provide safe, plush, and eco-friendly products promptly.
Examples of Innovative Automated Solutions
Robotic Sorting and Packaging Systems
Modern machine vision and robotic systems are employed in a wide range of applications for sorting and packaging. They are so powerful that they not only detect defective items but also sort at very high speeds and ensure uniform quality. Robotic arms can be much faster than human workers. There are cases where up to 200 items are processed per minute, thereby greatly reducing human error and boosting the overall efficiency of the process.
Automated Guided Vehicles (AGVs)
AGVs are having a significant impact on material handling operations in food production areas that are hard to imagine. Taking over the function of a driver-less carrier truck, these vehicles move raw materials and finished goods around the total warehouse area without any disruption. The research has shown that the establishment of AGVs in a facility can lead to a 20-30% reduction in labor costs and improved inventory management, as the entire operation will be conducted with laser-like precision.
Predictive Maintenance Systems
By applying sensors and IoT technology, predictive maintenance systems continuously monitor machines in real time and detect potential issues before they occur. The use of such a technique has been proved to result in a 25% reduction in maintenance costs, 50% less occurrence of unplanned downtime, and a longer functional period for the critical equipment.
High-Speed Automated Filling Machines
The priority of these machines is to rapidly and accurately fill the desired volume of liquids, semi-solids, or powders into the desired containers. Systems capable of more than 1,000 fills per minute have already been developed; thus, the processors will be able to meet high consumer demand while maintaining strict quality and hygiene standards.
AI-Powered Quality Inspection
Artificial Intelligence is the backbone of these systems, which can literally detect defects and inconsistencies in products in just milliseconds. To illustrate, AI-powered inspection systems have achieved detection rates over 99%, enabling compliance with food safety standards and significantly reducing costs associated with waste and recalls.
All these really groundbreaking ideas demonstrate the huge investments made in automation technology and the food production industry getting to exceptionally high levels of speed, accuracy and sustainability.
How Automation Streamlines the Production Process
Automation has completely changed the production process through the use of advanced technologies that not only drive efficiency but also lower costs and improve quality. In the case of food production for example, the use of robotics and AI has played a major role in this area. Robots are now so advanced that they can do the same work a thousand times over, like sorting, packing, and moving materials without a single human being getting involved. The production cycle thus not only gets faster but also the chances of human error get minimized. A McKinsey report says that food manufacturers who adopt automation can achieve up to a 50% increase in productivity and a 30% reduction in operational costs.
Moreover, connected smart systems, such as IoT devices, have been a great help in tracking inventories and managing the supply chain. They provide a real-time view of the production machines and stock, ensuring continuous movement of raw materials and finished goods. According to a Google study on modern manufacturing, 77% of business executives believe IoT has greatly helped their companies become more flexible and resilient during crises.
Additionally, manual quality control systems leverage computer vision and artificial intelligence to detect product defects with the utmost accuracy. To illustrate, a food processing plant can differentiate products in thousands per minute considering size, color, and texture variations, and thereby ensuring strict adherence to quality standards. The International Federation of Robotics disclosed that factories that have adopted such technology have been able to cut down their defect rates by over 20%, resulting in more satisfied customers and fewer recalled goods.
In conclusion, automation is the future of production because it enables faster, more reliable, and more environmentally friendly processes. By using modern precision robotics and data-driven monitoring systems, industries can not only easily meet the increasing demand but also do so with much less environmental impact.
Choosing the Right Equipment for Your Needs

Choosing the appropriate equipment is a crucial step in the production process; at the same time, making a wise choice involves assessing factors such as performance, cost-effectiveness, and compatibility with your available systems. As per the latest findings, firms putting money into specially designed and state-of-the-art equipment see a rise of up to 30% in production efficiency, illuminating the necessity of correct choice.
First think about your exact requirements for operations. That is to say, sectors that use high-tech robotics, including collaborative robots (cobots), have seen a productivity boost of 20-40% due to their capacity to coexist perfectly with human workers. Also, investing in predictive maintenance tools can reduce machine shut down time by as much as 50% according to industry reports, by anticipating and tackling issues before they escalate into failures.
Another important matter to consider is power consumption, which relates to energy efficiency. State-of-the-art equipment, designed with energy-saving technology, not only reduces manufacturers’ electricity bills but also aligns with the world’s drive toward sustainability. For example, the adoption of energy-efficient machinery in manufacturing can lead to 15-20% yearly reduction in electricity consumption, according to an analysis conducted by the International Energy Agency.
In addition, your decision should take into account flexibility and safeguarding the future of your company. Devices that are modularly built or compatible with Industrial Internet of Things (IIoT) platforms facilitate the smooth incorporation of new tech. This is very important, as businesses that implement IIoT can achieve operational benefits of 25-30% through real-time monitoring and data-driven decision-making.
To make the best possible choice, you should contact vendors that offer adaptable solutions and check whether the equipment meets industry standards. Using expert advice and, at the same time, being aware of the latest trends will not only give you the maximum return on investment but also keep your business staying in the competition in a rapidly changing environment.
Factors to Consider: Cost and Efficiency
While evaluating industrial solutions, cost and efficiency must be balanced appropriately so the process remains profitable and successful in the long run. The cost is not only the initial price of the hardware or technology purchased, but also operating expenses, maintenance, and any potential downtime. According to recent market studies, companies that adopt cost-saving technologies can cut energy consumption by 20-40%, thereby reducing operating costs considerably.
On the flip side, efficiency is about using fewer resources to get more outputs. For example, replacing old machines with new ones that consume less energy will not only save the firm money on electricity bills but also yield a 35% increase in production when AI and IIoT-based solutions are employed to automate the processes and provide insights. Also, one application of IIoT, predictive maintenance, can reduce the rate of unexpected machinery failures by 70%, thereby directly minimizing repair and replacement costs.
To get the most out of their investments, companies should select solutions that best align with their operational demands, scalability needs, and long-term aspirations. Keeping up with the latest developments in the area of affordable yet effective technologies, because of the expert advice and thorough research, organizations can attain operational excellence without incurring excessive costs.
Hygienic Design and Compliance
Hygienic design is a crucial factor in the safety, efficiency, and regulatory compliance of equipment and processes, especially in the food and beverage, pharmaceuticals, and healthcare industries. A good hygienic design minimizes the risk of contamination, simplifies cleaning, and enhances the product quality. Recent data shows that improper hygienic design is responsible for up to 40% of contamination in the food production industry, leading to recalls and financial losses.
To mitigate these cases, companies are implementing global standards such as the ones set by the EHEDG (European Hygienic Engineering & Design Group) and the FDA (Food and Drug Administration) which prescribe a proper hygienic design. For instance, equipment made of stainless steel with smooth surfaces, rounded corners, and small crevices is expected to reduce bacterial and biofilm buildup.
Moreover, the development of clean-in-place (CIP) systems has changed the hygiene management curriculum. CIP systems, for instance, can reduce cleaning time by 20-30% and water consumption by 40% compared to manual cleaning. These technological advancements are not only hygiene compliance, but also cost-saving and environmentally friendly.
When companies highlight hygienic design and support it by adhering to regulatory frameworks, they can be assured of product safety while also achieving process efficiency and consumer trust. It is essential to invest in this area not only to meet compliance requirements but also to make a strategic move to enhance overall operations.
Specialized Equipment for Different Types of Food
Specialized equipment is a fundamental requirement in the food industry that is consistent with the unique properties and processing of different food types. The equipment provides efficiency, product quality, and it also meets safety standards. Below is a list of five types of specialized equipment widely used in different food categories:
Meat and Poultry Processing Equipment
- These consist of meat grinders, deboning machines, and smokehouses as examples.
- They are produced to process raw meat and poultry at the same time and in a very hygienic manner.
- Manual handing is reduced due to the modern machines allowing for automation and also precise portioning.
Dairy Processing Equipment
- In the processing of milk and the making of cheese, blanchers, pasteurizers, and homogenizers are needed.
- The liquid produced by cows is treated to ensure it is stable and safe for human consumption.
- During the process of killing bacteria, pasteurizers remove the nutrients in the milk, which is why they are very important.
Bakery Equipment
- The list includes mixers, proofing chambers, ovens, and slicers.
- These machines serve as the bakers’ assistants and are essential to producing high-quality bread and pastries.
- Baking machinery has undergone several innovations, and these have led to less waste and improved consistency.
Fruit and Vegetable Processing Equipment
- They are peeling machines, de-seeders, cutters and blanchers.
- The combination of these machines reduces the time required to prepare fruits and vegetables while preserving their freshness and nutritional value.
- Besides, the advanced peeling machines eliminate bruising and yield the maximum quantity from the pieces during processing.
Confectionery Processing Equipment
- These are tempering machines, enrobers, and cooling tunnels, among others.
- They are mainly for chocolate, candy, and other sugar items.
- The quality of chocolate and candy production depends on the control of texture and appearance, and thus, the equipment provides precision for the confectionery process.
Equipment specialized for handling the specific food demands is used, so the entire production process comprises of three vital components; safety, quality, and efficiency.
Trends in Food Production Technology

The food production sector is experiencing rapid change, driven mainly by advances in technology and rising demand for green, efficient techniques. Some of the main trends in food production technology are listed below:
1. Automation and Robotics
Automation and robots are reshaping the efficiency of food production. According to the latest research, the worldwide food robotics market reached $2.1 billion in 2021 and is expected to grow at a CAGR of 11.1% through 2030. The utilization of robots is mostly for those tasks that require repeating, such as sorting, grading, and packaging, which result in more accuracy, less waste, and fast production outputs.
2. IoT and Smart Factories
The IoT is changing the way food manufacturers monitor and control their operations. The factories that are IoT-enabled and ‘smart’ use sensors and connected devices to monitor machinery performance, reduce downtime, and perform data analysis simultaneously. This avoiding of maintenance is a very efficient way to use the resources of the factory. McKinsey’s report has stated that the use of IoT in food manufacturing will take the machines down only 20% of the time as compared to earlier.
3. Sustainable Packaging Solutions
Environmental friendliness is now a top priority in food production, and there is growing interest in green packaging solutions. Along with the biodegradable and compostable materials, innovations such as edible packaging are also gaining traction. The market research suggests that the sustainable packaging market size across the world was US $280 billion last year and it will be US $470 billion in 2030 mainly due to eco-conscious consumers pushing for the availability of green products.
4. Alternative Proteins and Cultivated Meats
The use of new protein sources like plant-based and lab-grown meat is one of the trends that is changing the world’s diets. Some companies, like Beyond Meat and Upside Foods, are adopting biotechnological advances to create meat alternatives that are difficult to distinguish from regular meat in terms of flavor and texture. From 2023 to 2030, this market is expected to grow at a CAGR of 12% driven by demand for healthier, sustainable food.
5. Advanced Food Safety Technologies
Food safety continues to be a major concern and new technologies like blockchain, AI, and DNA-based testing are becoming more and more important for providing contamination prevention and traceability. Blockchain for instance, makes it possible to have a transparent view of the food going from farm to consumer, thus minimizing the chances of food fraud or returns. There is evidence that the use of blockchain technology for food traceability could yield significant savings for the global economy by eliminating foodborne illnesses.
6. 3D Food Printing
3D food printing is a state-of-the-art technology that is increasingly used in personalized nutrition and artistic food presentation. This technology allows accurate ingredient mixing, helping save costs and reduce food waste. Although it is an emerging technology, analysts expect the global 3D food printing market to exceed $1 billion by the end of the decade.
7. Artificial Intelligence (AI) and Machine Learning
AI and machine learning are facilitating the trend of analyzing customer behavior, improving supply chain management, and optimizing production practices in the industry. AI can be used to forecast demand, thereby reducing surplus food production and improving inventory management.
Food production is still very much connected to technological progress and this will continue to be the case in the future as the industry will get more efficient, less harmful to nature, and more capable to supply the constantly changing market. All these trends point to the great potential of innovation to meet both production challenges and consumer expectations.
Emerging Technologies in Food Processing
The world of food processing is undergoing a radical makeover, powered by new technologies focused on making processes more efficient, food more eco-friendly, and food of better quality. Among these technology breakthroughs are the following:
Automation and Robotics
Classic automation and modern robotics are behind the ongoing changes in food processing centers, labor costs are going down, and high hygiene standards are becoming more attainable. Grand View Research’s report notes that the global food robotics market was worth $2.1 billion in 2021 and is expected to grow at a CAGR of 13.1% from 2022 to 2030. Robotic systems are increasingly used to carry out many operations including sorting, packaging, and inspection, thus taking care of the quality and lessening the risk of human errors.
Blockchain for Food Traceability
Blockchain has been one of the main drivers of improvements in food safety, because it can provide full traceability of the products along the supply chain. This openness not only calms customers but also enables food recalls to be handled more quickly. For instance, Walmart has been one of the main users of up-to-date traceability enabled by the IBM Food Trust platform. Industry research indicates that the farming sector adopting blockchain technology is expected to be worth $1.48 billion in 2025.
3D Food Printing
3D printing is creating a new pathway to personalized nutrition and could also be the answer to the sustainability issues in current food production. 3D printing allows food to be created in unusual and varied textures and shapes and can also make use of alternative ingredients like those from plants or food by-products. The global market for 3D food printing is set to grow with a CAGR of 16% from 2022 to 2030, according to the Market Research Future report.
AI and Machine Learning
Artificial intelligence (AI) is helping a lot in food processing by predicting when machines are likely to break down and when to improve quality. One way an AI algorithm helps with food production is by understanding consumer preferences and adapting processes accordingly. A study by MarketsandMarkets indicates that the market for AI in food and beverage will grow from $3.1 billion in 2020 to $29.9 billion by 2027, indicating increasing adoption of machine learning.
Advanced Preservation Techniques
Methods like high-pressure processing (HPP) and pulsed electric fields (PEF) are becoming popular as ways to prolong the shelf life of food while still keeping them nutritious and flavorful. One industry, HPP equipment, is expected to reach a market of $750 million by 2025, mainly due to consumers’ preferences for fresh, minimally processed foods.
Technological advancements are not only going to achieve the desired levels of production but will also address major concerns such as sustainability and food security. The food processing industry is now capable of not only aiding the world in meeting the coming demand but also of doing it under the strictest safety and quality standards by integrating innovative practices into their operations.
Future of Automation in the Food Industry
I hold the view that the food industry’s future lies in the development of smart, efficient systems that consider economic and environmental factors together. The entire supply chain will benefit from precise controls, increased production, and less wastage due to automation. With technologies such as AI, robotics, and real-time monitoring, we will be able to maintain food safety standards and meet the rising demand for sustainable, high-quality products. The introduction of these innovations will not only make operations smoother but also enable the industry to respond quickly to evolving customer tastes and global issues.
Impact of Supply Chain Innovations on Equipment Choices
The blending of supply chain innovations has a great impact on the machinery choice as well as its deployment. The advanced industry technologies are plus modern, efficient, and adaptable tools that would be the reason why the industry is still moving along. Here are five major impacts and considerations for equipment choices due to the innovations in the supply chain:
1Automation and Robotics
- The increasing use of automated machinery is destroying human error and making operations more accurate.
- For instance, robotic sorting systems can raise the efficiency in packaging lines from 20% to 30%.
2IoT-Enabled Equipment
- Devices connected to the Internet of Things (IoT) are sending real-time information about performance, maintenance needs, and areas where operations are disrupting.
- Companies using IoT devices report 25% less unexpected downtime.
3Energy Efficiency
- The latest equipment is dedicated to consuming less energy in line with production goals of being environmentally friendly.
- Using energy-efficient machines is one way to achieve a 15-20% reduction in operating costs.
4Modularity and Scalability
- Machinery that can be assembled from parts enables businesses to respond quickly to changes in product types or volumes.
- Systems that can grow with demand recoup the investment by reducing the need for frequent replacements or upgrades.
5Enhanced Food Safety Measures
- Innovations are prioritizing equipment with features that meet the most stringent hygiene and safety standards.
- For example, the UV-C sterilization systems embedded into the processing machinery can reduce germs on the surface significantly thus lowering contamination risks.
The use of these factors will help businesses coordinate their equipment selection with supply chain innovations, thereby maximizing efficiency and maintaining competitive advantage.
References
Basic Elements of Equipment Cleaning and Sanitizing in Food Processing and Handling Operations
Source: University of California, Davis
This document provides detailed insights into cleaning and sanitizing practices for food processing equipment, ensuring compliance and safety.
Developing a Food Safety Plan for Your Fresh Produce Operation
Source: Oklahoma State University
This guide discusses risk assessments and safety solutions for food production, emphasizing equipment sanitization and operational safety.
Impediments to the Effective Transfer of Training Information of Technology Advanced Equipment in the Food Service Industry
Source: Rochester Institute of Technology
This thesis explores challenges in adopting advanced food service equipment, focusing on training and technology integration.
Frequently Asked Questions (FAQ)
What is the Ultimate Guide to Food Production and Processing Equipment?
The guide that is called “The Ultimate Guide to Food Production and Processing Equipment” discusses the machines and technologies in the food manufacturing industry. It provides information on the food processing equipment and types available, their positions in the production line, and how to choose the appropriate equipment for specific food products while also considering food safety standards.
How to Choose the Right Food Processing Equipment for Your Production Line?
Picking the right food processing machinery for your production line requires a thorough understanding of your food product’s specific requirements, the production volume, and the equipment’s hygienic design. Think about factors such as the degree of automation in food processing, the volume of production, and the capability of the machinery to process raw materials efficiently which will not only enhance productivity but also maintain food safety.
What Are the Latest Trends in Food Processing Automation?
The latest developments in food processing automation involve the use of sophisticated machines equipped with sensors and smart technology to improve efficiency. The automation of food processing offers the dual advantage of speeding up production while reducing contamination risks to a very low level, thereby improving food and product quality throughout the supply chain.
What Types of Food Processing Equipment Are Commonly Used in Food Manufacturing?
Food processors commonly rely on equipment such as mixers, blenders, slicers, conveyors, and packing machines throughout the manufacturing process. The machinery’s types and roles vary accordingly in the different stages of production, hence it is indispensable for maintaining quality and consistency of final food products. In addition, sophisticated equipment might be necessary depending on the nature of the food being processed.
How Does Hygienic Design Impact Food Safety in Processing Plants?
Hygienic design prevents contamination in food processing plants, and thus it is a crucial factor that causes compliance with food safety regulations. Equipment designed with hygiene in mind requires less frequent cleaning and maintenance, reducing downtime and enabling the production of high-quality food products consistently.
What Are the Benefits of Automating Food Processing Systems?
Being that food processing systems are automated the benefits are many and varied, efficiency enhanced, labor costs cut, and production precision improved, among others. Automation is a great facilitator of production processes, resulting in high, consistent food quality while also lowering the risks of human error and contamination.
How Can Food Manufacturers Optimize Their Production Lines?
Food manufacturers can utilize their production lines more effectively by assessing their processing equipment, implementing automation solutions and staff training on best practices. Persistent observation of production operations and equipment performance can increase productivity and product quality while maintaining food safety standards.
What Role Does Equipment Maintenance Play in Food Processing?
Food processing requires regular equipment maintenance to ensure proper machine operation, reducing the risk of unexpected shutdowns. Proper maintenance also increases the equipment life, shortens downtime, and supports the maintenance of consistent food safety and quality which are important in the competitive food manufacturing industry.